Line of Balance and End Item Line of Balance give buyers, planners, and program managers a daily proje...

Most manufacturers have inventory at one plant while buying duplicates at another. Reducing inventory ...

The companies were shortlisted in the Supply Chain Resilience category for delivering AI-driven resili...

nVenia reduced inventory by 21%, freed up $2.5M in capital, and increased turns by 39% using APEX Inve...
72% of manufacturers discover material shortages only after delays are unavoidable. Here's how to prev...

Aerospace leader expands APEX across facilities in Europe, Morocco, and the United States to establish...

ERP software is essential for manufacturing supply chain management, but 73% of manufacturers say it c...

New research from a LeanDNA-commissioned Wakefield study of 200 manufacturing leaders shows that 72% e...
Manufacturing buyers are pulled in too many directions at once. Shortage prevention, inventory optimiz...
Haskel, a leader in pump systems and hydrogen skid modules, was stuck in a cycle of reactive supply ch...
72% of discrete manufacturers discover critical material shortages only after production delays are al...
Meagan Long, Materials Manager at Stanadyne Jacksonville, turned APEX by LeanDNA into $2.1M in invento...
A leading commercial kitchen equipment manufacturer was drowning in shortage escalations, manual repor...
Production planners in complex manufacturing environments carry a specific kind of accountability. Whe...
Most manufacturers don't lose business because their forecasts are wrong. They lose it because they co...
Many AI tools are built to generate smarter plans. Far fewer are designed to understand what happened ...
LeanDNA has been named a 2026 Partner in Collaborative Innovation by the Manufacturing Leadership Coun...
Inventory reduction at scale requires more than inventory optimization software that generates recomme...
Supply chain leaders must modernize to survive. Michael Terry of Daher discusses the risks of manual p...
The supply chain industry has spent years and significant investment improving demand forecasting. Acc...
A practical look at how AI is actually being used in supply chain execution today, and how teams are a...
Are your supply chain dashboards providing clarity or just more noise? In our latest deep dive, Tim Bi...
Discover how Siemens Querétaro achieved a 10% boost in material availability and saved 80 hours per w...
The Daher team now has centralized information across procurement teams, can monitor delays more effec...
Supplier collaboration tools in APEX help manufacturers streamline purchase order changes, improve sup...
Sarah has been a driving force in moving her organization away from manual legacy processes and into a...
Johnson Controls eliminates over 700,000 manual ERP updates and save 13 hours of staff time weekly, tr...
Excess inventory ties up cash and time across the organization. Inventory Actions surface the highest-...
LeanDNA has been honored with multiple recognitions from both Capterra and Software Advice for 2026.
If your CFO asked: “How do we make our inventory outcomes more predictable?” What’s your answer?
Safran achieved improved visibility, reduced analysis time, stronger collaboration, and standardized p...
The manufacturers pulling ahead in 2026 aren’t chasing massive, multi-year transformations, they’r...
Written by Sabari Krishnan, Head of Product, LeanDNA Manufacturing leaders today are facing a f...
Download the full playbook here TL;DR: The 2026 Mandate — Decision Velocity and Execution Intelligen...
Learn how modern procurement management turns insight into consistent supply chain execution. See how ...
Download the full eBook here TL;DR: The “New Normal” for Discrete Manufacturers Modern man...
Kei is the AI supply chain analyst built for the factory floor. Born from the need to make complex dat...
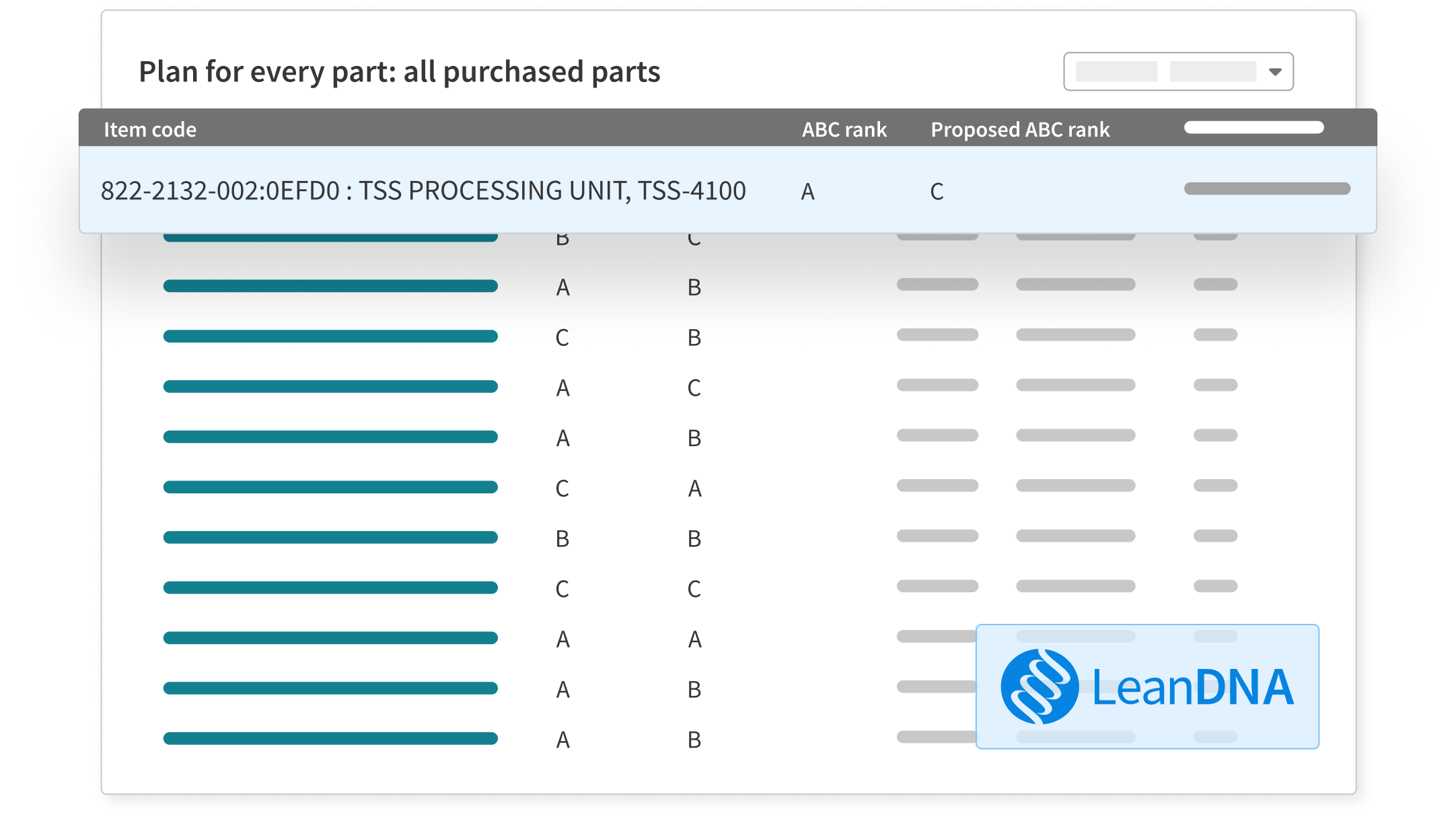
Learn how APEX Inventory Optimization delivers a Plan for Every Part with PFEP analysis, demand analyt...
Leaders at Daikin are driving smarter decision-making, increasing visibility, and empowering teams to ...
Get the key takeaways from our APEX webinar, including new AI capabilities, workflow improvements, and...
Mastering the Modern Supply Chain: Insights from 15 Manufacturing Leaders Download the full eBook here...
Perspectives from over 85 top supply chain leaders, discover the five themes that are defining the nex...
SPM saw improvements in Clear-to-build percentages and PO confirmations, and min/max inventory managem...
The 2025 APEX awards recognize customers who have achieved new heights in supply chain excellence thro...
The growth financing will accelerate LeanDNA’s platform innovation and expand its global market reach.
The next generation of intelligent supply planning and execution
Introducing APEX: the AI-powered platform redefining supply planning for discrete manufacturers.
Supply chain leaders will gather in Austin,TX for the 2025 Manufacturing Excellence Summit, focused on...
LeanDNA has been named a finalist in the Exceptional Advocacy Portfolio category of the 2025 Customer ...
LeanDNA is proud to announce our most successful recognition season yet—earning Capterra’s 2025 Be...
Jessica Zhao, Materials Planner at Johnson Controls Wuxi Compressor, shares how she implemented LeanDN...
LeanDNA, the leading provider of intelligent supply chain execution solutions, announced today it has ...
Rising costs, unstable supplier networks, and inventory uncertainty can no longer be managed effective...
Supply chain leader John Rodriguez unified Flowserve’s global inventory strategy with LeanDNA, impro...
LeanDNA is on the Inc. 5000 list, the most prestigious ranking of the fastest-growing private companie...
AUSTIN, Texas — July 29, 2025 — LeanDNA, the leading supply planning and inventory optimization pl...
Deniz Balci's, Sr. Global Manager, Inventory & Warehouse at AGI, advice on navigating supply chain tra...
Modine sees a reduction in critical shortages, an increase in Clear to Build (CTB) percentage, a redu...
JR Automation uses LeanDNA's Lean Projects module to power a "Waste ID" program.
Leadership misalignment, digital friction, and stalled AI initiatives are holding manufacturers back. ...
Discover how Modine boosted their CTB from 40% to 95% and achieved a 4x reduction in shortages within ...
Autronica wins the 2025 Top Supply Chain Projects Award for achieving improvements in visibility, shor...
Discover how Husky Shanghai reduced shortages by 59% and cut excess inventory through data-driven work...
Overcoming data reliability and inventory imbalance challenges, Cirtec reduced inventory by 20% while ...
Take a deeper look at what’s holding manufacturers back—and what industry leaders are doing to mov...
Carrier Recognized for Advancing Inventory Management through Digital Supply Chain Transformation Carr...
Building agility into inventory strategy to stay ahead of disruption and protect working capital.
We are thrilled to announce that LeanDNA has earned its best-performing quarter in G2’s Spring Repor...
This award recognizes outstanding executives whose accomplishments offer a roadmap for other leaders l...
AUSTIN, TX – March 25, 2025 – LeanDNA, today released additional findings from its survey conducte...
Strategies for U.S. Manufacturers The manufacturing industry is once again facing a period of volatili...
The High Cost of Poor Visibility 95% of organizations have increased their spending on supply chain an...
AUSTIN, TX – March 11, 2025 – LeanDNA, the leading provider of intelligent supply chain execution ...
Download the full eBook here TL;DR: Factory Forward: Navigating Next-Gen Supply Chain Operations Moder...
Introducing new capabilities to help manufacturers optimize inventory, reduce shortages, and improve c...
Aligning supply chain operations with broader business goals to position supply chain as a value creator.
Supply chain disruptions cost aerospace manufacturers an average of $184 million per year, making slow...
Explore how supply chain leaders are currently utilizing AI and examine future trends in the industry.
Download the full eBook here TL;DR: Building a Tariff-Resilient Supply Chain In 2025, new 25% tariffs ...
Learn how leveraging AI, automation, and low-code/no-code solutions can revolutionize supply chain ope...
Download the full playbook here TL;DR: Driving Business Growth Through Supply Chain Excellence In 2025...
Taking action now to optimize your inventory operations can unlock capital, reduce costs, and position...
Sabari will focus on optimizing operational efficiency with next-gen supply chain technology.
LeanDNA was recognized for its collaboration with Modine Manufacturing Company.
Qarbon Aerospace improved procurement visibility & forecasting and streamlined reporting for daily sho...
The event brought together industry leaders to explore the latest supply chain innovations and best pr...
Craig leads the charge in inventory management innovation and supplier collaboration.
Strategies to synchronize supply and bridge gaps within the supply chain.
Autronica achieves a 46% shortage reduction and 100% Clear to Build visibility by implementing LeanDNA...
Veeco Instruments saves time, reduces critical shortages, and improves quality purchase order resoluti...
LeanDNA is top rated and loved by customers in the categories of predictive analytics, inventory contr...
Carrier's Inventory Management Specialist achieves reduction goals and empowers the team with LeanDNA ...
We are honored to be acknowledged for our Best Ease of Use in two key categories: Decision Support and...
Director of Materials at Nelson Global shares strategies to help manufacturing factory leaders drive o...
By creating a single source of truth, the CAT team saved over 70 hours per week.
The company was also named to the 2023 Inc. Best Workplaces list.
Introducing a refreshed interface that offers an intuitive hierarchy, making it easier to find the inf...
Write Back is designed to streamline the PO process, automate routine tasks, and enhance collaboration...
As featured in Assembly Magazine: Software is enabling Modine to optimize its supply chain with predic...
A financial perspective on inventory optimization.
Edgar Perez's dedication to digital transformation and strategic approach to inventory management have...
The experienced business analytics and intelligence software leader poised to lead, scale next phase o...
Advanced analytics and inventory optimization revolutionize how companies handle their supply chain pr...
Balancing strategic planning with execution.
At LeanDNA, we believe that mastering our platform goes beyond just learning the basics. While our int...
This award profiles projects designed to automate, optimize, and streamline the supply chain.
Inventory management driven by ABC analysis can enhance the efficiency of manufacturing operations.
Empowering buyers to make data driven decisions, reduce inventory, and increase inventory turns.
A Strategic Approach with Advanced Analytics
Future Trends and Innovations in Supply Chain Management
Transforming inventory management by enhancing operational transparency and streamlining operations.
Mitigating Supply Chain Risks and Building Resilience
Optimizing Inventory Management for Operational Excellence
Gain insights into navigating the challenges of supply chain management and harnessing adaptability to...
Increasing stock turns by 20% while shortages remained stable at Hydraforce
Enhancing Visibility and Collaboration Across the Supply Chain
LeanDNA's CMO will lead a session with Ford Motor Company's Mandeep Sahota at Gartner Supply Chain Sym...
Leveraging data-driven insights for strategic decision making
LeanDNA’s advanced analytics enable TurboChef to improve on-time delivery, reduce operating expenses...
Improvements in raw material inventory management and significant improvements in working capital.
LeanDNA has been named “Data Solution of the Year – Industrial” in the 2024 Data Breakthrough Aw...
A strategic guide for achieving supply chain excellence.
The National Association of Manufacturers Manufacturing Leadership Council has selected a project by M...
Strategies for synchronizing teams, building Collaboration, and ensuring visibility
Supply & Demand Chain Executive two LeanDNA leaders with a Pros to Know Lifetime Achievement Award.
Macroeconomic dynamics & external disruptions have forced supply chain to face more challenges.
Survey of 250 supply chain executives reveals startling inefficiencies in the supply chain sector.
Leverage shortage data, define a prioritization methodology, and build a communication processes
His vision earned his spot as a Supply Chain Hero.
Focus on streamlining workflows and Boosting efficiency
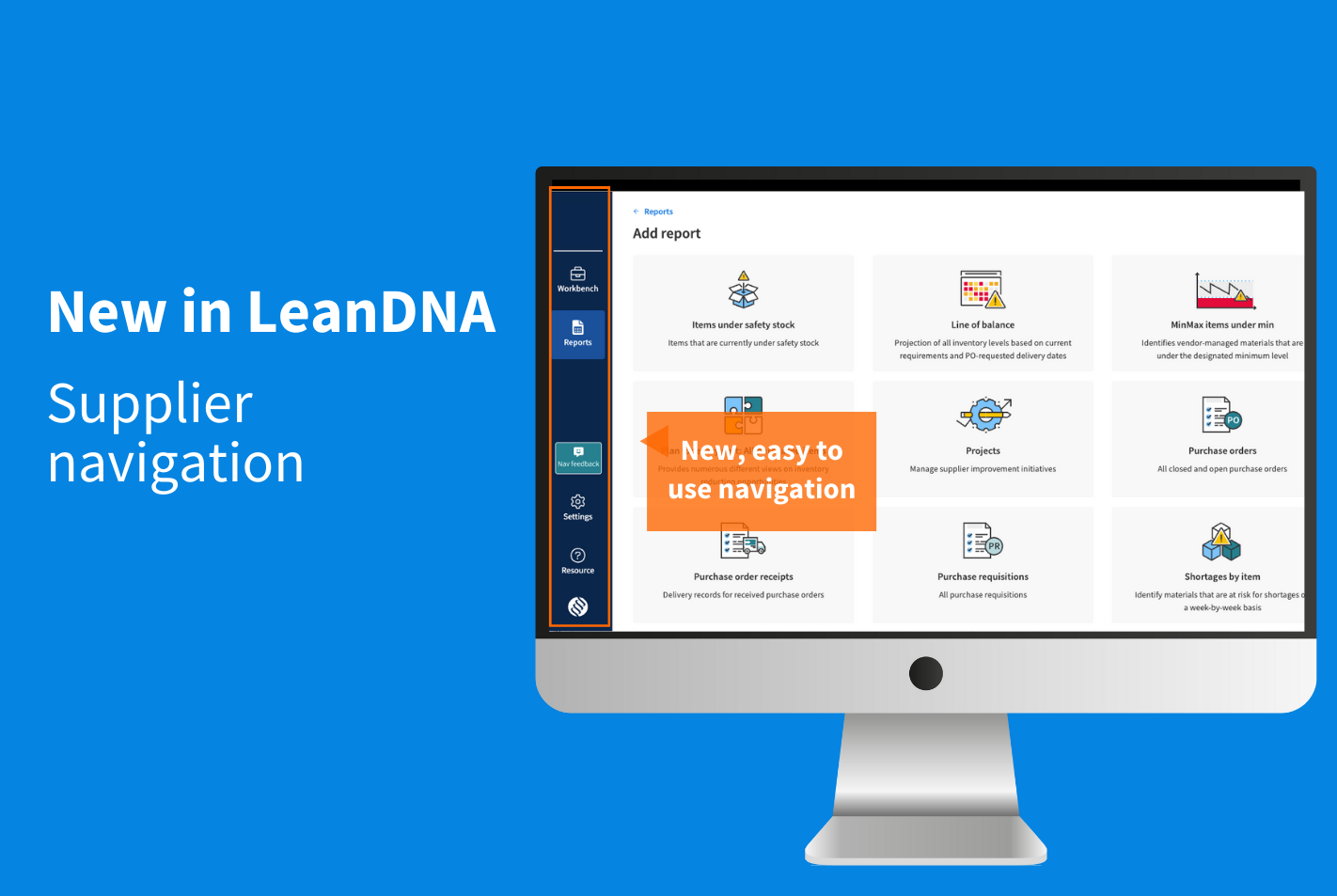
We’re excited to unveil our redesigned supplier navigation, a significant leap forward in our co...
Replace antiquated systems and data cleanse tto improve supply chain operations
Manufacturer implements technology and new strategies to maximize supply chain value and efficiency.
A Supply Chain Hero, Radek optimized inventory, reduced shortages, & enhanced operational efficiency
Key results 97% customer on-time delivery, 20% inventory reduction, 50% priority shortage avoidance
IPM partners with LeanDNA to reduce purchased inventory, improve data quality, increase efficiency and...
A guide for discrete manufacturing leaders to embrace digital transformation and more.
Unlock efficiency in your supply chain with LeanDNA's recent platform enhancements.
Background Founded in 1974 by an industrial engineer who developed a revolutionary concept, E-ONE desi...
Supply & Demand Chain Executive named LeanDNA, a leading inventory optimization and execution platform...
5 ways to strengthen supply chain efficiency and build business resilience.
LeanDNA reinforces its commitment to security in supply chain with fourth annual SOC 2 audit
NextGen End User awarded by reducing shortages and material shortage downtime with Clear to Build
Manufacturing companies grapple with challenges that hinder supply chain optimization. Leading organiz...
Supply chain teams leveraging technology to improve decision making and further developing their workf...
LeanDNA adds two seasoned B2B technology marketing and sales leaders to accelerate growth.
Learn effective strategies to improve your supplier relationships and reduce operational headaches.
LeanDNA Named Digital Transformation Award Finalist for 2023 Supply Chain Excellence Awards
The company was also named to the 2023 Inc. Best Workplaces list.
Do You Need to Reduce Inventory Costs? Inventory management plays a pivotal role in the success and pr...
Ways manufacturers Can leverage automation to achieve supply chain excellence
The pivotal change towards automation in the manufacturing supply chain workflow
News Release LeanDNA was nominated in the Collaborative Ecosystems Category, recognizing its work with...
The importance of efficient and accurate supply chain reports
Efficient operations, reduced costs, improved customer satisfaction, and increased profitability.
The inventory attack team model helps key players act on immediate inventory opportunities.
Inventory action plans streamline supply chain, optimize stock levels, and minimize costs.
Learn how automation can revolutionize supply chain management.
Breakout of siloes and connect teams with a command center. Learn more in this white paper.
Connect planners, buyers, and suppliers by shifting focus from visibility to actionability.
Understanding ERP, BI, and SCM systems' capabilities and limitations.
Assembly Magazine covers how Johnson Controls and LeanDNA rightsize inventory and more.
What Is a Supplier Management Framework? The complexity of global supply chains exponentially the incr...
Manufacturing technology “game-changer”, LeanDNA, recognized as Inc. Best Workplaces 2023�...
Discover strategies to tackle material shortages and drive efficient decision-making
Sustainable manufacturing best practices
2023 Data Breakthrough Awards
Enhance Clear to Build Visibility
What does it mean to have an orchestrated supply chain? Supply chain orchestration is essential in end...
CASE STUDY | Johnson Controls Johnson Controls (JCI) is a world leader in creating safe, healthy, and ...
What can manufacturing leaders to address demand decrease and costs increase created by inflation
Lack of infrastructure and tools are hindering support for future supply chain workers development
Improve on-time delivery quickly with with this step-by-step guide to shortage reduction.
Five best practices to foster collaboration and keep tracking toward inventory optimization.
Maximize the value of ERPs by investing in technology that complements and strengthens them.
Manufacturers need greater visibility into material shortages, as well as clear actionable insights to...
Maintaining high-quality ERP data is an ongoing requirement, and LeanDNA can help you get there.
Labor Shortages Rise Due to the Manufacturing Skills Gap
The 6 necessities for successful digital transformation according to Gartner
Manufacturing Supply Chain Solutions for Inventory Management Optimization
Built In announced that LeanDNA was honored in its 2023 50 Best Startups to Work for in Austin, TX
A look back to a very succesfull year for LeanDNA's customers
Siloed data is wreaking havoc in the global supply chain and isolating your teams
Static spreadsheets are the enemy of advancement in the global supply chain
Innovative technology prevents information overload that today’s manufacturing employees are facing
LeanDNA congratulates HNI for their 2022 NextGen End User Award for Analytics.
Richard Lebovitz accepted into a community for world-class CIOs, CTOs, and technology executives.
How Spirit Aerosystems achieved substantial inventory and shortage results one year with LeanDNA
With 3-year revenue growth of 178%, LeanDNA is among America's fastest-growing private companies
3 steps for improving communication with your suppliers to strengthen your manufacturing partnership
How to identify bottlenecks in manufacturing. Temporary vs sustainable strategies
Webinar Recap Recently, LeanDNA had the opportunity to host a discussion of the new shortage economy a...
How HNI saved time and improved on-time delivery by 20%
This week LeanDNA and The Association for Manufacturing Excellence (AME) hosted a webinar on the curre...
The methods and practices that made manufacturers successful decades ago don’t cut it anymore. An in...
In 2022, manufacturers are still reeling from the ongoing effects of COVID-19, unprecedented global su...
New report reveals that manufacturing’s existing processes are in need of an upgrade
The Association for Manufacturing Excellence and LeanDNA Release Data on New Shortage Economy
LeanDNA helps manufacturers address supply chain challenges
For a third year in a row, LeanDNA is recognized as one of Austin’s “Best Places to Work”
Establish a long term solution to solve for materials shortages
How IT teams can release bandwidth when dealing with supply chain technology in manufacturing
Discover which roles play a part in managing supply chain shortages in manufacturing
Three areas manufacturers should prioritize for supply chain visibility, optimization and efficiency
Spirit Aerosystems standardizes workflows to maximize team efficiency
LeanDNA’s Platform Recognized by Global Aerostructure Manufacturer, Spirit Aerosystems
By implementing an additional analytics engine, ERPs can achieve their full potential.
Breaking down silos and ensuring the best data and communication is prioritized
SaaS has quickly proven to be a game changer in navigating the complex manufacturing landscape
See levels of responsibility that businesses can achieve as they grow their sustainability practices
Catherine Plumail recognized as an A-Lister for achieving total alignment across sites
The XYZ analysis provides a layer of statistical analysis that is essential to optimizing inventory
At LeanDNA, highlighting our Leaniacs’ successes is one of our great honors. It is with great pleasu...
Successfully managing inventory can be difficult. There are many moving parts, from determining the le...
Inventory optimization provider recognized for innovative solutions that keep manufacturers resilient ...
Increased sustainability can be extremely beneficial for manufacturers. A focus on sustainability can ...
COVID-19 disrupted lean supply chain management processes on a global scale, with unpredictable custom...
Nice | HySecurity reduces inventory and improves customer on-time delivery rate
While there is no “quick fix” forshortages, there are ways manufacturers can prevent them
A conversation between Supply Chain Matters' Bob Ferrari and LeanDNA's Richard Lebovitz
"Shortage” and “stockout” are used interchangeably. Although similar, they are actually different
Backorders might be common in a modern, complex supply chain; however, they don’t have to be
The silver lining behind the high demand fluctuations and increasing inventory shortages
The new hybrid approach to inventory management
This is the 3rd blog outlining the three focus areas for optimal factory operations management.
How minimizing obsolete inventory improves sustainability
Customer Success Teams recognized for providing continuous value to manufacturers
2021's Inc. 5000 Series: Texas list of the fastest-growing private companies ranks LeanDNA at No. 57
30-year industry veteran recognized for empowering supply chain teams with best practices and tech
Leading factory-focused inventory optimization provider recognized for competitive compensation, colla...
See how AI boosts inventory efficiency for medical device manufacturers.
Cross-site visibility and access to inventory data enables leading specialty product manufacturer to b...
The LeanDNA-List celebrates the hard work of our customers, who day-in and day-out work to optimize i...
Automotive manufacturer eliminates manual processes to save $10 million in the first 15 months
JR Automation beats customer expectations by leveraging LeanDNA to operationalize Lean Six Sigma
Graco increases efficiency by minimizing human error and improving inventory management
Aerospace manufacturer reduces inventory and improves on-time delivery simultaneously
Medical devices manufacturer leverages automation to save $700K in first month with LeanDNA
Aerospace manufacturer implements LeanDNA to maximize value from multi-site SAP ERP
Supply Chain Management Review Names LeanDNA 2020 NextGen Supply Chain Analytics Award Winner
Safran Seats GB data reliability and reporting problems to reduce shortages and ecess inventory
LeanDNA now has manufacturing’s first best practice, role-based workflow capabilities
LeanDNA has taken us from a reactive organization to a proactive organization
Safran Seats GB saves time and slashes inventory by 36% in just 3 months.
What Is PFEP (Plan for Every Part)? Definition and Lean Manufacturing Guide As supply chains grow incr...
E-One leaders recognized for data-informed decision-making & complete alignment toward company goals
“Tackling our critical shortages using LeanDNA’s automatic shortage prioritization helps us ...
Explore the benefits of inventory optimization: lower carrying costs, fewer shortages, and better supp...
One of fastest-growing companies in Texas: 422% two-year growth and $15 million Series B funding
Ben Galka recognized as an A-Lister for setting his team up for long-term success
NextGen Supply Chain Awards honors LeanDNA as supply chain analytics award winner
AUSTIN, Texas (Jan. 10, 2020)—LeanDNA announced today that its LeanDNA Factory Analytics manage...
Download Full story The LeanDNA-List celebrates the hard work of our customers, who day-in and day-out...
There is no excerpt because this is a protected post.
AUSTIN, Texas (Dec. 03, 2019)—LeanDNA, a purpose-built, prescriptive analytics platform for factory ...
AUSTIN, Texas (Dec. 03, 2019)—LeanDNA, a purpose-built analytics platform for factory inventory mana...
The LeanDNA-List celebrates the hard work of our customers, who day-in and day-out work to optimize in...
Download Full Story The LeanDNA-List celebrates the hard work of our customers, who day-in and day-out...
LeanDNA will deliver advanced inventory analytics, supporting Spirit’s on-time delivery goals AUSTIN...
National Manufacturing Day: A day dedicated to celebrating modern manufacturing and inspiring future s...
The Secrets to Lean Six Sigma Coaching The LeanDNA-List celebrates the hard work of our customers, who...
Safran Seats GB transforms supply chain operations with LeanDNA’s factory management technology
The LeanDNA-List celebrates the hard work of our customers, who are focused on supply chain management...
Every day, supply chain leaders from around the world tell us about their struggles with dirty ERP dat...
As the supply chain leader of a large multisite organization, how do you organize and drive an effecti...
The manufacturing and distribution environments are becoming more complex every day. Where 20 years ag...
In a recent Supply Chain Management Review study exploring the information and analytics needs of supp...
Improving supply chain efficiency starts with eliminating manual work. See how manufacturers are autom...
From localized factories to working around the globe. The future of supply chain discussed.
Hello from Chicago! I’m here attending the APICS 2018 supply chain conference, and I’m spending ti...
How Zodiac ditched the manual spreadsheet processes and saved millions.
LeanDNA is featured in this article in Modern Materials Handling on MES.
This infographic shows the evolution of supply chain: From descriptive to collaborative
I just finished my first day at the Supply Chain Insights Global Summit in Philadelphia and spent the...
Explore the evolution of supply chain: Descriptive, predictive, prescriptive, and collaborative
LeanDNA's perspective featured in Logistics Management's MES and WMS merger discussion.
Explore insights on digital transformation with TechRepublic's guide featuring LeanDNA.
As part of a company-wide initiative to reduce working capital and inventory costs, your leadership ha...
Supply chain executives are always on the hunt for improvements to efficiency that lead to cost saving...
LeanDNA in the news! Recently, LeanDNA Founder and CEO Richard Lebovitz was interviewed by Yitzi Weine...
Supply Chain Insights Can Identify Opportunities to Enhance Performance How do you use supplier insigh...
Why Reducing Inventory Is Harder Than It Looks When manufacturers talk about inventory turnover, they�...
LeanDNA's multi-site visibility brings together all manufacturing ERPs and sites into one dashboard
Does your team have the critical supply chain reports necessary to optimize inventory? Picture this, S...
Does your factory have ERP purchase order overload warning signs? Here are 4 most common signs
Inventory ties up a massive amount of working capital – to the tune of $459 billion dollars. That ma...
Best Practices for Aligning Your Procurement Team and Supply Chain Strategy for Continuous Improvement...
Advanced analytics allow manufacturers to see and interact across sites like never before
French joins English, Spanish, and Chinese as officially supported languages within LeanDNA.
Why Automation? Advanced Inventory Reporting and Supply Chain Analysis Solutions Your car’s dashboar...
Tools for supply chain management improvements “Coming together is a beginning; keeping together is ...
Get a first hand look at what LeanDNA implementation looks like from an IT team’s perspective
Elevate your supply chain game with expert data cleansing insights.
Unlock the power of ABC analysis for smarter purchasing decisions.
ERP Software for Supply Chain Management: How to Unlock Its Full Potential Most manufacturers have spe...
Supply Chain Best Practices to Share with Your Supply Chain Team There are some terms and phrases we a...
Lean Manufacturing 101: Do you know the basics?
Discover how leading aerospace firms are integrating techn to boost operational performance.
Shift from one-way to collaborative analytics for better decision-making and efficiency.