This blog is the 3rd in a series outlining the three focus areas for optimal factory operations management. Learn more about gaining total visibility or putting standard role-based workflows in place.
In the quest to transform your factory into a strategic force for inventory reduction, shortage prevention, and operational command, the final layer is actionable intelligence or actionable information.
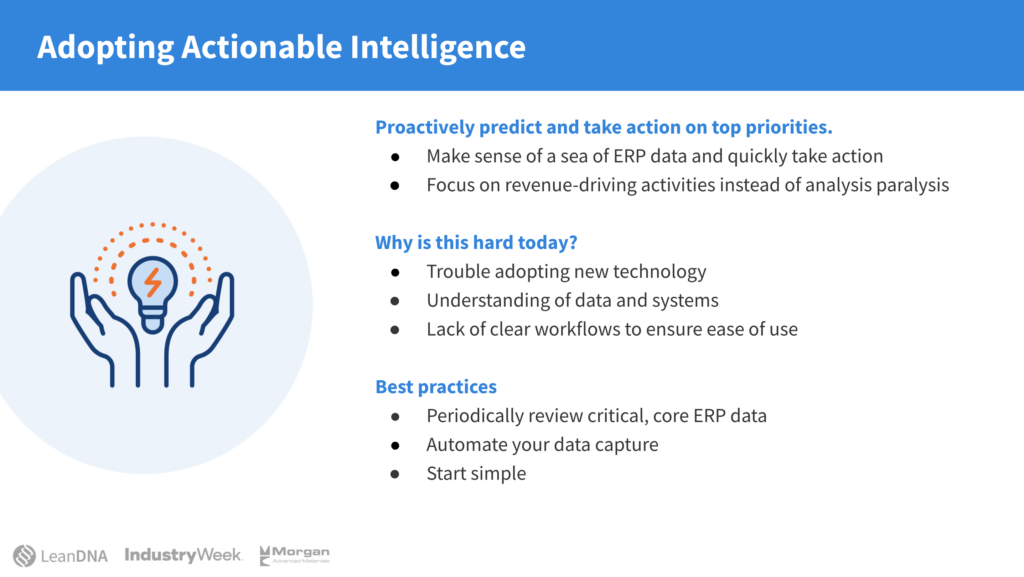
Here’s what we mean: Actionable intelligence automatically transforms data into actions for your team. It’s the elimination of manual analysis that takes the guesswork at your top priorities. It’s a smart (read: prescriptive, predictive) tool to automate and support daily decision-making.
Your teams are wasting their time performing manual work. This layer empowers smart, reliable, and value-adding decision-making while removing unnecessary manual data analysis.
Actionable intelligence sits on top of your pre-existing systems—your ERP system, your demand planning tools, MES—to make sense of your sea(s) of data. It should also:
- Surface up the top actions to help augment those standard processes that you’ve established
- Automate data analysis to expedite effective decision-making, so you get the most bang for your buck on the time spent working a problem
- Empower your best data analysts and front line teams to focus on the top things that will help you advance your strategic objectives and continuously improve
Collectively, manufacturers are learning what actionable information could mean for their organization, but the challenges to implementing this are uniform across industries and businesses: A lack of trust in AI and automation, and difficulty adopting new technology that feels overwhelming or potentially job-threatening.
Here are some best practices you can use to overcome these challenges.
1. Make it easy and elegant. It's important that tools are simple to use with a friendly user-interface. Otherwise, you’re asking your teams to move from one new bulky process to a different bulky process. Since change management is the biggest challenge, don’t let it be in vain: Make sure the solution will really make their daily lives easier.
2. Periodically sanitize core ERP and relevant data. Involve key team members in the process of periodically checking on your core data so they understand what impact the data elements have on the business, like what each order policy means, why we set them, and why it’s important. Also, make it easy to do this through tools and technology. This helps build trust in the systems and data that you already have in place—the data that’s already driving your business.
3. Automate analysis first. This is key. Whatever you do, try to automate as much of the analysis as you can to allow your teams to focus on the actions and improvements—not on building and manipulating reports. It will take time to build trust, so when you automate, make sure you’re always showing them why certain things are surfacing.
4. Start simple. We’ve said this for every must-have so far, because it’s important to reiterate at every step. Focus on specific and highly impactful sets of data to allow people to gain familiarity with the tool and build trust early in its usage. And then expand.

AN EXAMPLE FROM A GLOBAL AEROSPACE MANUFACTURER
By nature of their business, aerospace manufacturers often go through a lot of mergers and acquisitions, bringing on multiple sites and their subsequent ERP systems. Recently, we worked with a leadership team that had a clear mandate to reduce inventory but didn’t have consistent metric definitions across their newly-absorbed ERPs. So they started simple.
Using LeanDNA’s actionable intelligence to translate their disparate data into a single model, they had clear data sets to take action from. From there, they prioritized inventory reduction actions with the simplified view, while also flagging data issues causing false alerts—incorrect or past due demand, old PO records, incorrect lead times, missing item master data, you name it. The prioritized actions allowed teams to focus on a few data sets every day, focus on the standard workflow, trust the outputs of the systems, and really see results happen quickly. From there, adoption increased and the results got even better.
Actionable information transcends every need in factory management and optimized inventory decisions: With automated, prescriptive actions to take, teams can make inventory decisions based on monetary value, see and take action on the most critical shortage risks, and save cash for the organization.
Looking for the full story? Check out our webinar with IndustryWeek about how the factory is key to manufacturing survival in 2021. Or, discover AI-based inventory management to learn more about how LeanDNA empowers global manufacturers with actionable insights.
FAQs
What is the purpose of data analysis?
Data analysis is the interpretation of data within the context of the situation you are trying to explore. Within the context of supply chain, most people are analyzing which parts are high drivers of inventory value (in order to reduce inventory), which parts are in shortage (in order to improve customer delivery) and how to set up their Plan for Every Part in a way that optimizes both of the previous points.
Most factories today do a heavy amount of their data analysis in Excel spreadsheets, but tools like LeanDNA are being created to help speed up and automate the process of the actual analysis to focus on the tactical execution of what the data is telling them they should do.
Demand planning is an overarching term that describes the process of scheduling the firm demand that a factory has in a way that optimizes the end output of their products as well as the process of estimate and forecasting future demand in an effort to plan ahead far enough to make smarter business decisions.
There are many ways to do this, whether through Excel spreadsheets or utilizing various demand planning tools and softwares that are available on the market today. This work is typically an output of SIOP or Sales, Inventory and Operations Planning (also referred to as S&OP) but also demands iterative input to constantly manage the changing demands of the business.
What is actionable intelligence?
Although the term originates within the security and intelligence fields, the term has begun being used within the context of manufacturing and business.
The definition of actionable intelligence within this context, however, is basically the same: strategic information made available by the interpretation of data. The difference between information and data is that data must first be interpreted within the context of a particular situation to become useful, otherwise it is simply an agnostic analysis. Actionable information then can be used to make strategic decisions in order to remain competitive in the ever increasing complexity of manufacturing and business.
Real life examples of how this may be used within factories is for insights into managing shortages and reducing excess inventories.
Inventory reduction is the process in manufacturing of leaning out the amount of capital tied up in on-hand inventories so that you are carrying just the right amount to keep your production lines flowing. Having too much of your working capital tied up in inventory means you can’t use that inventory to make higher value investments in other projects or capital that might provide higher efficiencies or ROI’s for your business.